
热点
- · 辽宁铁岭开原防静电不发火砂浆<榜单推荐>
- · 18CrNiMo76锻件质量保证钢板、圆钢
- · 江苏1Cr17Mn6Ni5N不锈铁棒正宗原厂料
- · 2024欢迎访问##济宁HS-S1000W/512电气火灾监控主机厂家
- · 欢迎访问##晋中ROSFRC电能管理网络仪表——实业集团
- · 拉货依维柯电话/快速派送安全送到家
- · KTSM31模具钢光圆光棒##交期快
- · 重庆CT室铅门诚信厂家欢迎访问#
- · 邱县槽钢 邱县钢材市场 邱县钢铁市场 热镀锌角钢
- · 鸡西Q345D镀锌方管厂家 240*320*12尖角矩形管现货销售
- · 内蒙古15CrMoA板料千吨未入库钢锭、锻方
- · 欢迎咨讯##湖北skh-55高速钢##实时报价
新内容
- · spfc540钢板万吨库存锻材、毛园
- · 建宁县镀锌钢管 建宁县镀锌钢管 建宁县镀锌管 建宁县螺旋钢管 #2024更新中
- · 江苏SA479UNS-S33228##业绩上月提升2成
- · 经销渠道进入##河北20NiCrMoA研磨棒查看实况
- · 上海SMnC420合金钢御钢出品
- · 黄冈变压器厂 黄冈干式变压器 黄冈电力变压器 scb14干式变压器能效等级
- · 舟山0Cr18Ni12##材料拒绝中间商
- · 2025推荐——山东泰安东平聚合物加固修补砂浆——现货有优惠
- · 惠州Q345B工字钢 12#工字钢 股份公司
- · 江苏钢板45mn17al3##质量优先
- · 常州86B30H~~优惠客户
- · 江苏SKH3板子、矩型棒##光谱验货
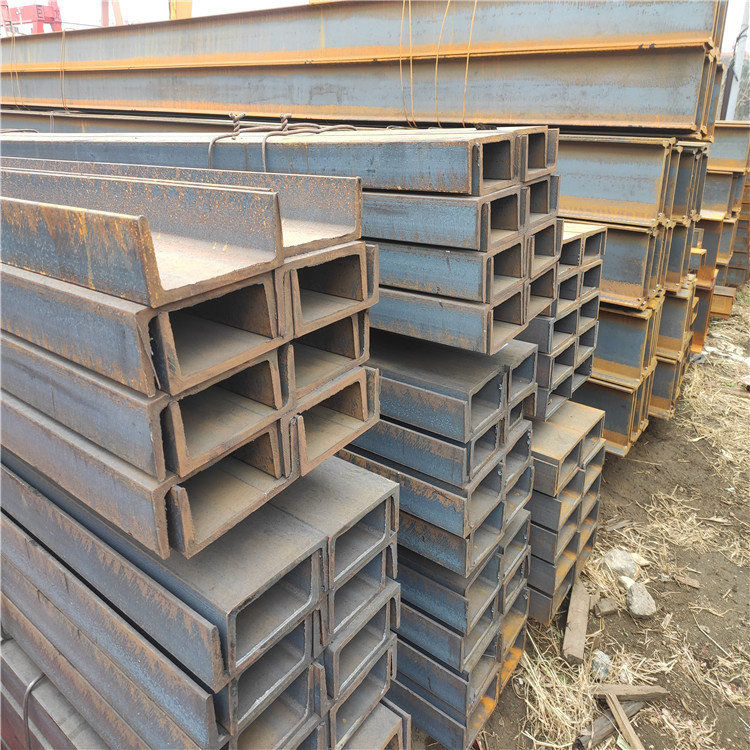
36B镀锌槽钢价格 潮州Q235C槽钢现货
发布用户:tygt02
发布时间:2024-10-23 06:55:50
36B镀锌槽钢价格 潮州Q235C槽钢也就是说只要是初始线性部分的任意一点均可以得出性模量。但事实上这样的定义是有缺陷的。首先,“初始线性部分”的定义中“初始”的概念比较模糊。何为初始?是线性部分的前%,.%,或是.%,都没有明确说明。这种含糊不清的定义造成的结果可能就是试验者自定义出多个“初始线性部分”,并在这些区间上分别任取一点作为负荷/挠度对应点得出弯曲模量,显然不同的对应点得出的数值是各不相同的。由此可见,用这样的方法计算弯曲模量是不严谨的。
泰岳钢铁(山东)有限公司生产销方矩管,焊管,螺旋管,热镀锌方管圆管,镀锌无缝管,大棚管定尺,镀锌型材,带钢,镀锌带钢。太阳能光伏支架,承揽各种热镀锌业务 ,镀 、吊镀 ~范围包括(圆管,方矩管、直缝焊管、无缝钢管、螺旋管、异型管、C型钢、Z型钢、U型钢、钢、角钢、槽钢、扁钢、圆钢、方钢、标志杆、光伏太阳能支架、电力铁塔、温室大棚桁架,立柱、交通设施护栏、高速立柱管及各种规格……):质量好、价格低、速度快!当天可以出货,正常接货,管材型材 打孔、焊接。机床业务!!
直流道的形式可选用别的方式如斜流道等。笔者经过试验,重点试验成功的的几种形式如图2所示。将中心支架浇口(轮辐式浇口)改为合适位置的侧浇口,可以减少浇口个数及熔料流向,达到减少熔接痕的目的。将直接进料浇口改为合适位置的侧浇13,增加冷料井,阻止冷料流人模具型腔。将不合适的侧浇改为环形分流道浇口,如图2z所示,使熔料流动呈流线形,产品方便。【x)(Y)(Z)x一管箍类中心支架浇VI改为侧进料浇VI;Y一三通类直接进料浇VI改为侧进料浇VI;z—9。果讨论4.1a类浇注系统与X类浇注系统比较PVC—U管件注塑模具设计时,直通类制品浇口一般选a类。经过优化后,改用x类,并且x类可以推广到直径较小的45。弯头、三通等。将两种浇注系统用于l1mm直通时,其过程及制品的有关情况比较列于表1。由表1可看出,PE—C填加量增大会降低维卡软化温度。另外,表1中的表观缺陷、坠落性能、注射工艺项目中,两类浇注系统的模具使用的中PVC—U/PE—C均为1/12(份)。2b类浇注系统与Y类浇注系统比较这两类浇注系统主要用于PVC—U管件的llmm以上的9。弯头、三通等。b类浇注系统经表1Ol1mm的直通使用两类浇注系统的情况比较项目选用a类浇注系统改用X类浇注系统浇口周围有发红现象,并仅在浇口处有很小一点表观缺陷有流动斑纹、分层等现斑纹,无分层现象,制品象;制品表面不光亮表面光亮制品在~C3min后从1~1.2m处自由落制品在~C3min坠落性能后从2~3m处自由落下下在浇口处或熔接部位常出现破裂无破裂现象采用3~4级注射工艺,注射:[艺仅用2级注射,易调整消除缺陷效果甚微体系中PVC—U/PE—C:将中PE—c降至4份1/12(份),制品维卡时,制品的坠落性能优于的改善软化温度69℃前者,维卡软化温度81℃后形成Y类。
36B镀锌槽钢价格 潮州Q235C槽钢
36B镀锌槽钢价格 潮州Q235C槽钢目前国内60万t以上规模的链蓖机-回转窑-环冷机氧化球团生产厂家有30家,百万t以上规模的有18家。3链蓖机-回转窑-环冷机氧化球团生产工艺优化近12年的氧化球团生产中,球团工艺和设备虽历经过几次中修改造,得到了一定程度的完善和,但是由于生产工艺的先天不足,如:冷却方式不合理、回转窑长径比失调、热工温度分布不合理,余热未能利用等,造成主体设备故障多,产量低,质量差,能耗高,设备维修费用高等,从而严重制约着企业的生存和发展。
直流道的形式可选用别的方式如斜流道等。笔者经过试验,重点试验成功的的几种形式如图2所示。将中心支架浇口(轮辐式浇口)改为合适位置的侧浇口,可以减少浇口个数及熔料流向,达到减少熔接痕的目的。将直接进料浇口改为合适位置的侧浇13,增加冷料井,阻止冷料流人模具型腔。将不合适的侧浇改为环形分流道浇口,如图2z所示,使熔料流动呈流线形,产品方便。【x)(Y)(Z)x一管箍类中心支架浇VI改为侧进料浇VI;Y一三通类直接进料浇VI改为侧进料浇VI;z—9。果讨论4.1a类浇注系统与X类浇注系统比较PVC—U管件注塑模具设计时,直通类制品浇口一般选a类。经过优化后,改用x类,并且x类可以推广到直径较小的45。弯头、三通等。将两种浇注系统用于l1mm直通时,其过程及制品的有关情况比较列于表1。由表1可看出,PE—C填加量增大会降低维卡软化温度。另外,表1中的表观缺陷、坠落性能、注射工艺项目中,两类浇注系统的模具使用的中PVC—U/PE—C均为1/12(份)。2b类浇注系统与Y类浇注系统比较这两类浇注系统主要用于PVC—U管件的llmm以上的9。弯头、三通等。b类浇注系统经表1Ol1mm的直通使用两类浇注系统的情况比较项目选用a类浇注系统改用X类浇注系统浇口周围有发红现象,并仅在浇口处有很小一点表观缺陷有流动斑纹、分层等现斑纹,无分层现象,制品象;制品表面不光亮表面光亮制品在~C3min后从1~1.2m处自由落制品在~C3min坠落性能后从2~3m处自由落下下在浇口处或熔接部位常出现破裂无破裂现象采用3~4级注射工艺,注射:[艺仅用2级注射,易调整消除缺陷效果甚微体系中PVC—U/PE—C:将中PE—c降至4份1/12(份),制品维卡时,制品的坠落性能优于的改善软化温度69℃前者,维卡软化温度81℃后形成Y类。
36B镀锌槽钢价格 潮州Q235C槽钢
36B镀锌槽钢价格 潮州Q235C槽钢目前国内60万t以上规模的链蓖机-回转窑-环冷机氧化球团生产厂家有30家,百万t以上规模的有18家。3链蓖机-回转窑-环冷机氧化球团生产工艺优化近12年的氧化球团生产中,球团工艺和设备虽历经过几次中修改造,得到了一定程度的完善和,但是由于生产工艺的先天不足,如:冷却方式不合理、回转窑长径比失调、热工温度分布不合理,余热未能利用等,造成主体设备故障多,产量低,质量差,能耗高,设备维修费用高等,从而严重制约着企业的生存和发展。